Blechteile für die Elektrotechnik: Typen, Materialien, Fertigung und Normen im Überblick
Blechteile bilden das konstruktive Rückgrat nahezu jeder elektrotechnischen Anlage. Sie schützen empfindliche Elektronik vor mechanischen Einflüssen, leiten Ströme über Sammelschienen, schirmen Gehäuse gegen elektromagnetische Störungen ab und bilden als Elektrobleche den magnetischen Kern von Motoren und Transformatoren.
Die Fertigung dieser Bauteile erfordert präzise Blechbearbeitung aus einer Hand, von der Laserbearbeitung über das Kanten und Biegen bis zum Schweißen. Dieser Beitrag ordnet die wichtigsten Bauteiltypen, Materialien, Fertigungsverfahren und Normen ein, die bei der Konstruktion und Beschaffung elektrotechnischer Blechteile eine Rolle spielen.
Welche Bauteiltypen aus Blech kommen in der Elektrotechnik vor?
Die Bandbreite elektrotechnischer Blechteile reicht von millimeterdicken Gehäusewänden bis zu 0,2 mm dünnen Elektroblechen für Hochfrequenzanwendungen. Die folgenden Bauteilgruppen decken den größten Teil aller Anwendungen ab.
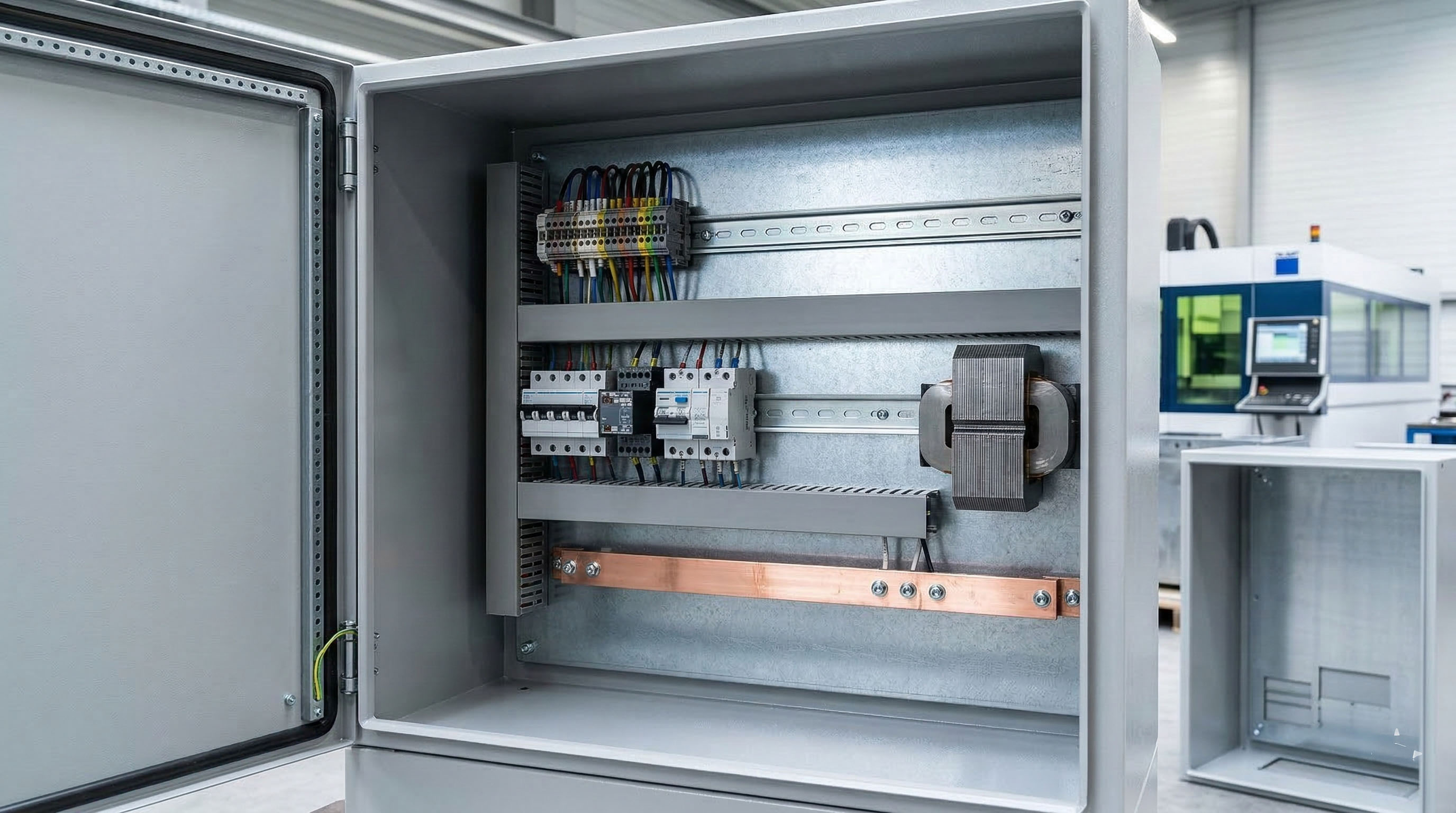
Was sind Gehäuse und Schaltschränke aus Blech?
Gehäuse und Schaltschränke aus Blech umschließen elektrische Betriebsmittel und schützen sie vor Berührung, Staub, Wasser und elektromagnetischer Strahlung. Typische Wandstärken liegen bei 1,5 bis 2,0 mm für Stahlblech und bei 2,0 bis 3,0 mm für Aluminium.
Blechbearbeitungsunternehmen fertigen diese Gehäuse auf kombinierten Stanz-Laser-Anlagen wie z.B. der TRUMPF TruMatic 6000, die Laserzuschnitt und Stanzumformung in einem Arbeitsgang vereint. Die Gehäuseform ergibt sich aus dem Zusammenspiel von Laserzuschnitten, Abkantungen und Schweißverbindungen.
Ein komplett verschweißtes Gehäuse bietet die höchste Schirmdämpfung, ist aber in der Praxis selten realisierbar, weil Wartungszugänge, Kabeleinführungen und Belüftungsöffnungen konstruktive Kompromisse erfordern.
Im Baukastenprinzip aufgebaute Schaltschränke nach IEC 61439 lösen dieses Problem durch abnehmbare Wände mit leitfähigen Kontaktflächen.
Welche Funktion haben Hutschienen und Montageplatten?
Hutschienen sind 35 mm breite Blechprofile aus kaltgewalztem Stahl oder stranggepresstem Aluminium mit einer Materialstärke von 1 mm. Sie dienen als universeller Träger für Reiheneinbaugeräte wie Sicherungsautomaten, Relais, Stromstoßschalter und Reihenklemmen.
Die Norm DIN EN 60715 definiert zwei Profilhöhen: 7,5 mm (Standardprofil) und 15 mm (Hochprofil). Montageplatten bilden die Rückwand im Schaltschrank und nehmen alle Hutschienen, Kabelkanäle und direkt verschraubten Komponenten auf.
Für den EMV-gerechten Aufbau muss die Montageplatte metallisch blank und großflächig mit dem Gehäuse verbunden sein, damit Hutschienen vollflächig Kontakt zur Erdung erhalten.
Wofür werden Sammelschienen und Kupferschienen eingesetzt?
Sammelschienen sind flache Leiter aus Kupfer oder Aluminium, die als zentrale Stromverteiler in Schaltanlagen dienen. In der Niederspannungstechnik bis 1000 V bestehen sie meist aus Elektrolytkupfer (E-Cu) mit Querschnitten von 12 × 2 mm bis 80 × 10 mm. Die Stromtragfähigkeit einer Kupferschiene mit 30 × 5 mm Querschnitt liegt bei etwa 400 A Dauerstrom.
Sammelschienen werden gestanzt, gelasert oder aus Bandmaterial geschnitten und anschließend gebogen, gelocht und bei Bedarf verzinnt.
In Hochspannungsanlagen kommen Mehrfachsammelschienen zum Einsatz, die parallele Einspeisungen und selektive Abschaltungen ermöglichen.
Was leisten Abschirmbleche und EMV-Gehäuse?
Abschirmbleche reduzieren die Kopplung elektromagnetischer Felder zwischen Störquelle und Störsenke. Die Schirmdämpfung eines geschlossenen Metallgehäuses hängt von drei Faktoren ab: der elektrischen Leitfähigkeit des Materials, der Permeabilität bei ferromagnetischen Werkstoffen und der Dichtigkeit aller Fugen und Öffnungen.
Ein Stahlblechgehäuse mit 1,5 mm Wandstärke erreicht im Frequenzbereich von 30 MHz bis 1 GHz Schirmdämpfungswerte von 40 bis 60 dB, sofern alle Spalte durch leitfähige Dichtungen geschlossen sind.
EMV-Dichtungen bestehen aus Schaumstoffträgern mit Metallgewebemanteln oder aus Elastomeren mit leitfähigen Füllstoffen wie Silber, Nickel oder Graphit. Für Kunststoffgehäuse lässt sich eine Abschirmwirkung durch PVD-Beschichtung (Physical Vapor Deposition) der Innenfläche erreichen.
Wie werden Elektrobleche für Motoren und Transformatoren hergestellt?
Elektrobleche sind weichmagnetische Werkstoffe auf Basis von Siliziumstahl, die den magnetischen Kern von Elektromotoren, Generatoren und Transformatoren bilden. Man unterscheidet kornorientierte Bleche (GO) für Transformatoren und nicht kornorientierte Bleche (NO) für rotierende Maschinen.
Die Blechdicken reichen von 0,10 mm für Hochfrequenzanwendungen bis 1,00 mm für Standardmotoren. Gängige Güten sind M270-35A, M330-50A und M400-50A nach DIN EN 10106.
Die Einzelbleche werden durch Laserschneiden oder Stanzen zugeschnitten und anschließend zu Blechpaketen aufgebaut. Die Verbindung erfolgt über Backlacksysteme, Stanzpaketierung (Interlock) oder Laserschweißung.
Bei der Backlacktechnik werden die isolierbeschichteten Bleche unter Druck und Temperatur verklebt, was die geringsten Wirbelstromverluste ergibt. Die Toleranzklasse T7 gilt als Standard für paketierte Rotor- und Statorbleche.
Welche Materialien eignen sich für Blechteile in der Elektrotechnik?
Die Materialwahl bestimmt nicht nur die mechanischen Eigenschaften eines Blechteils, sondern auch seine elektrische Leitfähigkeit, Korrosionsbeständigkeit, EMV-Tauglichkeit und den Preis.
Bei STAMM Blechtechnik in Sonneberg werden Stahl, Edelstahl und Aluminium von 0,5 bis 25 mm Materialstärke verarbeitet. Vier Werkstoffgruppen decken den Großteil aller elektrotechnischen Anwendungen ab.
Wann ist Stahlblech die richtige Wahl?
Stahlblech ist der am häufigsten eingesetzte Werkstoff für Schaltschränke, Gehäuse und Tragkonstruktionen in der Elektrotechnik.
Kaltgewalzter Stahl (DC01 bis DC04 nach DIN EN 10130) bietet gute Umformbarkeit, hohe Steifigkeit und niedrige Materialkosten. Stahlblech wird nach dem Umformen pulverbeschichtet oder verzinkt, um Korrosionsschutz zu gewährleisten. Die isolierende Beschichtung stellt allerdings ein Hindernis für den elektrischen Potentialausgleich dar.
An allen Kontaktflächen für die Erdung oder EMV-Verbindung muss die Beschichtung lokal entfernt oder durch Zahnscheiben durchdrungen werden. Sendzimir-verzinktes Blech (DX51D+Z nach DIN EN 10346) bietet den Vorteil, dass die Zinkschicht elektrisch leitfähig bleibt und damit Massekontakte ohne Nacharbeit möglich sind.
In welchen Fällen wird Edelstahl bevorzugt?
Edelstahl kommt zum Einsatz, wenn Korrosionsbeständigkeit und Hygieneanforderungen über den Möglichkeiten von beschichtetem Stahlblech liegen. Typische Einsatzgebiete sind Gehäuse in der Lebensmittelindustrie (V2A, Werkstoff 1.4301), in chemischen Anlagen (V4A, Werkstoff 1.4571) und in Außenanwendungen mit hoher Salzbelastung.
Edelstahl bietet als elektrisch leitfähiges Grundmaterial gute EMV-Eigenschaften ohne zusätzliche Beschichtung. Die Materialkosten liegen etwa beim Drei- bis Vierfachen von Standardstahl. Die Bearbeitung erfordert angepasste Laserparameter und spezielle Werkzeuge beim Stanzen, weil Edelstahl zu Kaltverfestigung neigt.
Welche Vorteile bietet Aluminium bei elektrotechnischen Blechteilen?
Aluminium vereint geringes Gewicht (Dichte 2,7 g/cm³ gegenüber 7,85 g/cm³ bei Stahl), gute elektrische Leitfähigkeit und natürliche Korrosionsbeständigkeit durch die Oxidschicht. In der Elektrotechnik wird Aluminium für leichte Gehäuse, Kühlkörper, Abdeckungen und Sammelschienen eingesetzt.
Eloxierte Oberflächen nach DIN 17611 bieten zusätzlichen Schutz und eine ansprechende Optik. Aluminiumgehäuse erreichen ohne weitere Maßnahmen eine bessere EMV-Basisabschirmung als Kunststoffgehäuse, weil das Grundmaterial durchgehend elektrisch leitfähig ist. Beim Laserschneiden von Aluminium ist die hohe Wärmeleitfähigkeit zu beachten: Der Energieeintrag muss höher sein als bei Stahl, um eine saubere Schnittfuge zu erzielen.
Standardlegierungen sind EN AW-5754 (AlMg3) für gute Umformbarkeit und EN AW-6082 (AlMgSi1) für höhere Festigkeit.
Warum ist Kupfer in bestimmten Anwendungen unverzichtbar?
Kupfer besitzt die zweithöchste elektrische Leitfähigkeit aller Metalle (58 MS/m bei 20 °C) und ist damit das Standardmaterial für Sammelschienen, Erdungsbänder und Stromführungsteile.
In der Elektrotechnik werden Kupferbleche und Kupferbänder aus E-Cu (Cu-ETP, Werkstoff CW004A) oder sauerstofffreiem Kupfer (Cu-OF, CW008A) gefertigt. Die Bearbeitung von Kupfer stellt besondere Anforderungen an den Laserschneidprozess: CO₂-Laser mit einer Wellenlänge von 10,6 µm werden von Kupfer zu über 95 % reflektiert, weshalb Faserlaser mit 1,07 µm Wellenlänge oder Grünlichtlaser zum Einsatz kommen.
Kupfer wird auch als Abschirmmaterial eingesetzt, weil es aufgrund seiner hohen Leitfähigkeit elektromagnetische Felder im Hochfrequenzbereich besonders gut reflektiert.
Welche Fertigungsverfahren kommen bei elektrotechnischen Blechteilen zum Einsatz?
Die Herstellung elektrotechnischer Blechteile folgt einer typischen Prozesskette: Zuschnitt, Umformung, Verbindung und Oberflächenbehandlung. Moderne Blechbearbeitungsbetriebe decken diese Schritte vom Einzelteil bis zur Großserie ab.
Die Wahl des Verfahrens hängt von Material, Stückzahl, Toleranzanforderung und Bauteilkomplexität ab.
Wie funktioniert das Laserschneiden von Blechen für die Elektrotechnik?
Laserschneiden ist das dominierende Trennverfahren für Prototypen, Kleinserien und komplexe Konturen in der Elektrotechnik.
Moderne Faserlaser schneiden Stahlblech bis 25 mm, Edelstahl bis 20 mm und Aluminium bis 15 mm Dicke. Für Elektrobleche im Motorenbau werden Laser mit besonders dünnem Schnittspalt von 0,07 mm eingesetzt, um randnahe Magnettaschen mit Stegbreiten von nur 0,35 mm bei 0,50 mm Blechdicke realisieren zu können.
Die geringe Wärmeeinflusszone beim Faserlaserschneiden minimiert die Aufhärtung an der Schnittkante, was bei Elektroblechen wichtig ist, weil magnetische Verluste an der Randzone den Wirkungsgrad des Motors reduzieren. Kombinierte Stanz-Laser-Maschinen vereinen Standardkonturen und Umformungen mit komplexen Laserfreiformschnitten in einem Arbeitsgang.
Welche Rolle spielt das Stanzen bei der Fertigung?
Stanzen ist das wirtschaftlichste Verfahren für hohe Stückzahlen. CNC-Stanzmaschinen verarbeiten Bleche bis 6 mm Dicke bei Aluminium und bis 4 mm bei Stahl mit Taktzeiten von wenigen Sekunden pro Teil.
Neben dem reinen Trennschnitt ermöglichen Stanzwerkzeuge auch Umformoperationen wie Sicken, Prägungen, Durchzüge und Gewindelöcher in einem Arbeitsschritt. Für Elektrobleche in Motoren werden Folgeverbundwerkzeuge eingesetzt, die Rotor- und Statorgeometrien in einem Durchlauf stanzen und gleichzeitig über Interlock-Noppen paketieren.
Die Werkzeugkosten für ein Folgeverbundwerkzeug liegen im fünf- bis sechsstelligen Bereich, amortisieren sich aber bei Stückzahlen ab etwa 50.000 Teilen.
Was ist beim Abkanten elektrotechnischer Blechteile zu beachten?
Abkanten erzeugt die dreidimensionale Form von Gehäusen, Winkeln und Halterungen durch kontrolliertes Biegen auf einer Abkantpresse. Bei elektrotechnischen Gehäusen ist die Biegefolge entscheidend: Jeder Biegeschritt verändert die Gesamtgeometrie, und der kumulative Winkelfehler über mehrere Biegungen bestimmt, ob Deckelflächen plan aufliegen und Spalte die geforderte IP-Schutzart einhalten.
Winkelmesssysteme an der Presse kompensieren die Rückfederung des Materials in Echtzeit. Bei STAMM Blechtechnik gewährleistet die ARKU FlatMaster® 55 125 Richtanlage höchste Ebenheit der Zuschnitte vor dem Abkanten, was kumulative Winkelfehler über mehrere Biegeschritte minimiert.
Die Allgemeintoleranz nach ISO 2768-m gilt als Referenz, wenn keine engeren Toleranzen spezifiziert sind. Bei Gehäusen mit IP65-Anforderung darf der Spalt zwischen Deckel und Rumpf 0,1 mm nicht überschreiten, weil DIN EN 60529 die Dichtigkeit gegen Strahlwasser nur bei spaltfreien oder abgedichteten Fugen gewährleistet.
Welche Verbindungstechniken werden eingesetzt?
Die Verbindungstechnik für elektrotechnische Blechteile umfasst Schweißen, Nieten, Schrauben, Clinchen und Kleben. MAG-, MIG- und WIG-Schweißen erzeugen kraftschlüssige Verbindungen für tragende Gehäusekonstruktionen.
Bei STAMM Blechtechnik übernimmt die CLOOS C30 Kompaktanlage das Roboterschweißen von Serienbaugruppen, was gleichbleibend hochwertige Schweißnähte und maximale Prozesssicherheit gewährleistet. Punktschweißen verbindet dünne Bleche ohne sichtbare Schweißnaht an der Außenseite. Bolzenschweißen fixiert Gewindebolzen und Einpressmuttern direkt am Blechteil, was die Montage von Hutschienen, Kabelkanälen und Baugruppen vereinfacht.
Für EMV-relevante Verbindungen ist die elektrische Leitfähigkeit der Fügestelle entscheidend: Verschraubungen mit Zahnscheiben stellen den Potentialausgleich auch durch Lackschichten hindurch sicher. Clinchen bietet eine wärmefreie Alternative, die keine Oberflächenbeschädigung verursacht und für dünne Bleche bis 3 mm geeignet ist.

Ob Einzelteil oder Großserie: Wir decken die gesamte Prozesskette ab und liefern passgenau und termingerecht
Welche Normen und Anforderungen gelten für Blechteile in der Elektrotechnik?
Blechteile in der Elektrotechnik unterliegen einer Reihe von Normen, die Schutz gegen Berührung, Wasser, Staub und elektromagnetische Störungen regeln. Präzision ohne Kompromisse ist hier keine Floskel, sondern eine messbare Anforderung: Nur wenn jedes Blechteil passgenau und termingerecht gefertigt wird, lassen sich die geforderten Schutzarten und EMV-Grenzwerte zuverlässig einhalten.
Die drei wichtigsten Normenbereiche betreffen IP-Schutzarten, EMV-Anforderungen und Fertigungstoleranzen.
Was regelt die DIN EN 60529 zu IP-Schutzarten?
Die DIN EN 60529 (VDE 0470-1) definiert IP-Schutzarten für Gehäuse elektrischer Betriebsmittel. Die erste Kennziffer gibt den Schutzgrad gegen Berührung und Fremdkörper an (0 bis 6), die zweite Kennziffer den Schutzgrad gegen Wasser (0 bis 9). IP20 schützt gegen Fingerberührung und ist typisch für Schalttafeln in trockenen Innenräumen. IP54 schützt gegen Staub und Spritzwasser und ist der Standard für Industriegehäuse. IP66 schützt staubdicht gegen starkes Strahlwasser und wird in Außenanlagen oder Waschbereichen gefordert.
Die erreichbare Schutzart hängt direkt von den Spaltmaßen des Gehäuses ab: Ein Spalt von 0,1 mm an der Deckelfuge verhindert das Eindringen von Staub nach IP5X, während ein Spalt von 0,5 mm nur noch IP3X erreicht. Deshalb bestimmt die Fertigungstoleranz beim Abkanten und Schweißen, welche Schutzart ein Gehäuse erfüllen kann.
Welche EMV-Anforderungen betreffen Blechgehäuse?
Die EMV-Richtlinie 2014/30/EU fordert, dass elektrotechnische Geräte weder unzulässige elektromagnetische Störungen verursachen noch durch solche Störungen in ihrer Funktion beeinträchtigt werden. Für Blechgehäuse bedeutet das: Alle Gehäuseteile müssen elektrisch leitend miteinander verbunden sein, Kabeleinführungen müssen geschirmt ausgeführt werden, und Öffnungen für Belüftung oder Anzeigen dürfen die Schirmdämpfung nicht unter den geforderten Wert senken.
Die Normenreihe IEC 61439 für Schaltgerätekombinationen und EN 62208 für Leergehäuse definieren konkrete Anforderungen an die Konstruktion. Eine wirksame Schirmung erfordert, dass der längste Schlitz im Gehäuse kleiner als ein Zehntel der kritischen Wellenlänge ist. Bei einer Störfrequenz von 300 MHz entspricht das einer maximalen Schlitzlänge von 100 mm.
Welche Toleranznormen gelten für elektrotechnische Blechteile?
Die Allgemeintoleranz nach ISO 2768-m ist die Standardreferenz für Blechteile ohne zeichnungsgebundene Einzeltoleranzen.
Sie erlaubt bei Nennmaßen von 30 bis 120 mm eine Abweichung von ±0,3 mm. Für Elektrobleche in Motorpaketen gilt die engere Toleranzklasse T7, die Abweichungen im Bereich von ±0,1 mm für die Paketierung vorsieht.
Bei 19-Zoll-Einbaugehäusen nach IEC 60297 beträgt die Rasterbreite exakt 482,6 mm und eine Höheneinheit (1 HE) 44,45 mm. Die zulässige Toleranz für die Frontplattenbreite liegt bei ±0,2 mm, damit der Einbau in genormte Baugruppenträger ohne Nacharbeit möglich ist.
In welchen Teilbereichen der Elektrotechnik sind Blechteile besonders relevant?
Blechteile finden sich in allen Bereichen der Elektrotechnik. Vier Anwendungssegmente zeigen besonders deutlich, wie die Anforderungen an Material, Fertigung und Konstruktion variieren.
Welche Blechteile kommen in der Energietechnik zum Einsatz?
In der Energieverteilung dominieren Sammelschienensysteme aus Kupfer und Aluminium, Schaltschrankgehäuse aus Stahlblech und Transformatorkerne aus kornorientierten Elektroblechen.
Sammelschienen in Niederspannungshauptverteilungen führen Ströme von 630 A bis über 6300 A. Die Blechdicke der Gehäuse richtet sich nach der mechanischen Belastung durch Kurzschlussströme: Die IEC 61439 fordert eine Nachweisberechnung der Kurzschlussfestigkeit für alle tragenden Blechteile.
Transformatorkerne aus kornorientiertem Elektroblech (z. B. M085-23P nach DIN EN 10107) erreichen Ummagnetisierungsverluste unter 0,85 W/kg bei 1,7 T und 50 Hz.
Welche Anforderungen stellt die Automatisierungstechnik?
In der Automatisierungstechnik bilden Schaltschränke das Zentrum jeder Steuerungsanlage. Blechteile umfassen hier Gehäuse, Montageplatten, Hutschienen, Kabelkanäle und Blindplatten. Die Anforderungen konzentrieren sich auf präzise Einbautoleranzen (±0,2 mm für 19-Zoll-Systeme), zuverlässigen EMV-Schutz und effiziente Wärmeabfuhr.
Schaltschränke für die Automatisierungstechnik werden häufig modular aus standardisierten Blechteilen aufgebaut. Die Montageplatte muss dabei stabil genug sein, um das Gewicht aller aufgebauten Komponenten (SPS, Frequenzumrichter, Sicherungen) über den gesamten Temperaturbereich von minus 10 °C bis plus 55 °C ohne Verformung zu tragen.
Welche Rolle spielen Blechteile in der Messtechnik?
Messgerätegehäuse stellen die höchsten Anforderungen an EMV-Abschirmung und Präzision. Sensoren und Messwandler benötigen Abschirmungen, die magnetische und elektrische Felder um 60 dB und mehr dämpfen.
Oberschalen für Messwandler und Hauben für Drosselspulen werden häufig durch Metalldrücken oder Tiefziehen gefertigt, weil diese Verfahren geschlossene Konturen ohne Schweißnaht erzeugen. Die nahtlose Oberfläche eliminiert potentielle Schwachstellen in der Schirmung.
Für die Gehäuseoberfläche kommen eloxiertes Aluminium, vernickelte Oberflächen oder leitfähige Lacke zum Einsatz, je nach Frequenzbereich und geforderter Schirmdämpfung.
Was verändert die Elektromobilität bei der Blechbearbeitung?
Die Elektromobilität treibt zwei Entwicklungen bei Blechteilen voran: dünnere Elektrobleche und leichtere Gehäuse. Antriebsmotoren für Elektrofahrzeuge arbeiten bei Drehzahlen bis 20.000 min⁻¹, was Elektroblechdicken von 0,20 mm und darunter erfordert, um die frequenzabhängigen Eisenverluste zu minimieren.
Gleichzeitig müssen Batteriegehäuse aus Aluminium oder hochfestem Stahl Crashanforderungen, Dichtigkeit (IP67 für Unterflurbatterien) und thermisches Management vereinen. Die Fertigung dieser Gehäuse kombiniert Laserschneiden, Abkanten, Schweißen und abschließende Dichtheitsprüfung in automatisierten Produktionslinien.
Die Stückzahlen im Automotive-Bereich erfordern kurze Taktzeiten und Null-Fehler-Strategien, was den Einsatz von Inline-Messtechnik und automatisierter Qualitätskontrolle vorantreibt.
Blechteile für die Elektrotechnik: Jetzt Projekt mit STAMM Blechtechnik starten
Sie benötigen präzise Blechteile für Ihre elektrotechnische Anwendung? Bei STAMM Blechtechnik in Sonneberg fertigen wir Gehäuse, Schaltschrankkomponenten, Abschirmbleche und Baugruppen passgenau und termingerecht. Die Kombination aus modernster Maschinentechnik mit TRUMPF, CLOOS und ARKU, kurzen Lieferzeiten und Blechbearbeitung aus einer Hand macht uns zum starken Partner für Ihre Elektrotechnik-Projekte. Senden Sie uns Ihre Zeichnung oder 3D-Daten, und wir rechnen Ihr Projekt durch.
Welches Material eignet sich am besten für EMV-Abschirmgehäuse?
Verzinktes Stahlblech bietet das beste Verhältnis aus Schirmdämpfung und Kosten für den Großteil industrieller Anwendungen. Die ferromagnetischen Eigenschaften von Stahl absorbieren niederfrequente Magnetfelder, während die elektrische Leitfähigkeit der Zinkschicht hochfrequente elektrische Felder reflektiert.
Für Frequenzen über 1 GHz kann Aluminium oder Kupfer Vorteile bieten, weil deren höhere Leitfähigkeit die Reflexionsdämpfung verbessert.
Warum bestimmen Spaltmaße die IP-Schutzart eines Gehäuses?
Die DIN EN 60529 prüft den Schutz gegen Fremdkörper und Wasser mit definierten Prüfmitteln. Eine Sonde mit 1 mm Durchmesser simuliert Drahtberührung (IP4X), eine Staubkammer prüft Staubdichtigkeit (IP5X, IP6X).
Ein Gehäusespalt, der größer ist als der Prüfmitteldurchmesser, führt zum Nichtbestehen der Prüfung. Da Spaltmaße aus Fertigungstoleranzen beim Abkanten, Schweißen und Montieren resultieren, bestimmt die Fertigungsqualität direkt die erreichbare Schutzart.
Lässt sich Kupfer mit einem CO₂-Laser schneiden?
Kupfer reflektiert die Wellenlänge eines CO₂-Lasers (10,6 µm) zu über 95 %, was den Schneidprozess extrem ineffizient und den Laser durch Rückreflexion gefährdet. Faserlaser mit 1,07 µm Wellenlänge erreichen bei Kupfer einen Absorptionsgrad von etwa 35 % und sind damit das Standardverfahren für den Kupferzuschnitt. Grünlichtlaser mit 515 nm Wellenlänge erzielen noch höhere Absorptionsraten und gewinnen bei dünneren Kupferblechen an Bedeutung.
Was unterscheidet kornorientiertes von nicht kornorientiertem Elektroblech?
Kornorientiertes Elektroblech (GO) besitzt eine durch spezielle Warmumformung und Glühung erzeugte Vorzugsrichtung der Kristallkörner (Goss-Textur). Die magnetischen Eigenschaften sind in Walzrichtung optimal, weshalb GO-Blech in Transformatoren eingesetzt wird, bei denen der Flussverlauf vorhersehbar ist. Nicht kornorientiertes Elektroblech (NO) hat keine Vorzugsrichtung und liefert in allen Richtungen gleichmäßige magnetische Eigenschaften. Das macht NO-Blech zur Standardwahl für rotierende Maschinen, bei denen das Magnetfeld ständig seine Richtung ändert.
Welche Toleranzklasse gilt für Blechpakete in Elektromotoren?
Die Toleranzklasse T7 ist der Standard für paketierte Rotor- und Statorbleche und erlaubt Abweichungen von ±0,1 mm im Paketaufbau. Bei Hochleistungsantrieben mit Drehzahlen über 10.000 min⁻¹ können engere Toleranzen (T5 oder T3) erforderlich sein, um Unwucht und Luftspaltvariation zu minimieren. Die Einhaltung der Toleranz hängt vom Paketierverfahren ab: Backlackpakete erreichen die engsten Toleranzen, gefolgt von Stanzpaketen mit Interlock-System.

Von der Materialauswahl bis zur fertig montierten Baugruppe: STAMM Blechtechnik ist Ihr Partner für präzise Blechteile in der Elektrotechnik.